商机详情 -
武汉低温切断阀维修
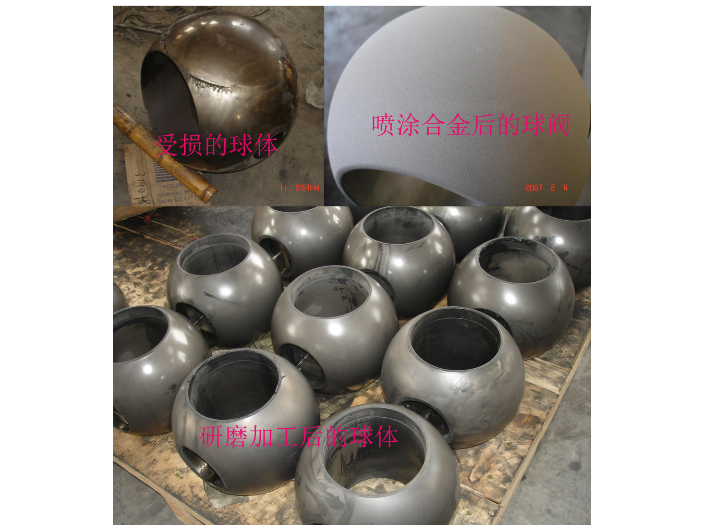
调节阀消除汽蚀噪音:选用低噪音阀:低噪音阀根据流体通过阀芯、阀座的曲折流路(多孔道、多槽道)的逐步减速,以避免在流路里的任意一点产生超音速。有多种形式,多种结构的低噪音阀(有为专门系统设计的)供使用时选用。当噪音不是很大时,选用低噪音套筒阀,可降低噪音10~20分贝,这是比较经济的低噪音阀。调节阀堵塞,如何防范?清洗法:管路中的焊渣、铁锈、渣子等在节流口、导向部位、下阀盖平衡孔内造成堵塞或卡住使阀芯曲面、导向面产生拉伤和划痕、密封面上产生压痕等。遇此情况,必须卸开进行清洗,除掉渣物,如密封面受到损伤还应研磨﹔同时将底塞打开,以冲掉从平衡孔掉入下阀盖内的渣物,并对管路进行冲洗。确保球阀孔和螺栓不会松动,并且在重新组装过程中仍然可以装配在一起。武汉低温切断阀维修
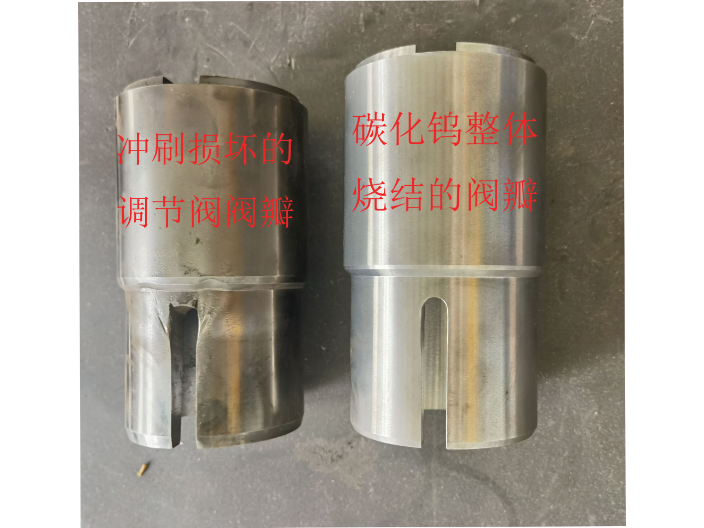
带定位器使用的调节阀,定位器工作不正常,其气路节流口堵塞是常见的故障。因此,带定位器工作时,必须处理好气源,通常采用的办法是在定位器前气源管线上安装空气过滤减压阀。增大节流间隙:如介质中的固体颗粒或管道中被冲刷掉的焊渣和锈物等因过不了节流口造成堵塞、卡住等故障,可改用节流间隙大的节流件一节流面积为开窗、开口类的阀芯、套筒,因其节流面积集中而不是圆周分布的,故障就能很容易地被排除。如果是单、双座阀就可将柱塞形阀芯改为“V”形口的阀芯,或改成套筒阀等。武汉低温切断阀维修为确保蝶阀注脂效果,有时需开启或关闭阀门,对润滑效果进行检查,确认阀门或闸板表面润滑均匀。

改变节流件形状,消除共振:因调节阀的所谓振源发生在高速流动、压力急剧变化的节流口,改变节流件的形状即可改变振源频率,在共振不强烈时比较容易解决。具体办法是将在振动开度范围内阀芯曲面车削0.5~1.Omm。更换节流件消除共振其方法有:更换流量特性,对数改线性,线性改对数;更换阀芯形式。如将轴塞形改为“V”形槽阀芯,将双座阀轴塞型改成套筒型;将开窗口的套筒改为打小孔的套筒等。减小汽蚀振动法:对因空化汽泡破裂而产生的汽蚀振动,自然应在减小空化上想办法。
调节阀消除汽蚀噪音:汽蚀是主要的流体动力噪音源。空化时,汽泡破裂产生高速冲击,使其局部产生强烈湍流,产生汽蚀噪音。这种噪音具有较宽的频率范围,产生格格声,与流体中含有砂石发出的声音相似。消除和减小汽蚀是消除和减小噪音的有效办法。使用厚壁管线:采用厚壁管是声路处理办法之一。使用薄壁可使噪音增加5分贝,采用厚壁管可使噪音降低0~20分贝。同—管径壁越厚,同一壁厚管径越大,降低噪音效果越好。采用吸音材料:这也是一种较常见、有效的声路处理办法。球阀养护时一般都处于开位状态,特殊情况下选择关闭保养。
调节阀维修时需要检查密封填料:检查盘根石棉绳是否干燥,如采用聚四氟乙烯填料,应注意检查是否老化和其配合面是否损坏;检查执行机构中的橡胶薄膜是否老化,是否有龟裂现象。调节阀维修有两种预预防性维修与故障性维修。预防性维修主要在调节阀还没有出现故障的情况下,按时对其进行的一种预防性维修方法,它的目的是防患于未然,人们通常会根据调节阀运行情况的不同制定相应的故障预防措施,由于故障没有发生就进行维修,可降低故障发生的概率。应使用适当的清洁剂,以免清洁剂与零件发生反应。武汉低温切断阀维修
蝶阀要采用合适的维修工具和正确的维修方法。武汉低温切断阀维修
由于对阀门维修和检修的观念和设备缺乏,目前在国内只有核电站能够基本做到在每次停机检修期间对所有的阀门都进行检修。坏了再修是一种无保养性维修,这对于全套设备的安全运转和阀门的使用寿命都是极为不利的,其潜在的紧急停机事故的危险性极大,由此造成的损失也是巨大的。工业高温高压阀门的顶防性保养和维修措施,是解决阀门泄漏和延长使用寿命中和可靠的途径。阀门如果在无保养性维修的情况下,一旦泄漏,往往已经是损坏非常严重了,这不*增大了修复的难度,而且常常甚至已经丧失维修的可能和价值。武汉低温切断阀维修