商机详情 -
广东塑料打包盒模具哪家好
模具与其他机械产品比较,重要特点之一就是技术含量高、净产值比重大。塑料工业快速发展,使我国塑料模具以高于模具工业整体发展速度而快速发展,近年来增长率一直保持在15%以上的水平。由于塑料制品应用领域越来越广,对模具的要求也越来越高,传统模具设计方法已无法适应塑料制品更新换代和提升质量的要求。虽然我国塑料模具已经有了长足进步,但目前我国塑料模具在国际市场仍是靠低价取胜,高级塑料模具多数依赖进口,模具精度、型腔表面粗糙度、生产周期、寿命等指标与国外先进水平相比尚有较大差距,精密加工设备在模具加工设备中的比重还比较低,CAD/CAE/CAM技术的普及率不高,许多先进的模具技术应用还不够普遍。台州市黄岩恒睿模具有限公司是一家专业生产销售日用品模具,有想法的可以来电咨询!广东塑料打包盒模具哪家好

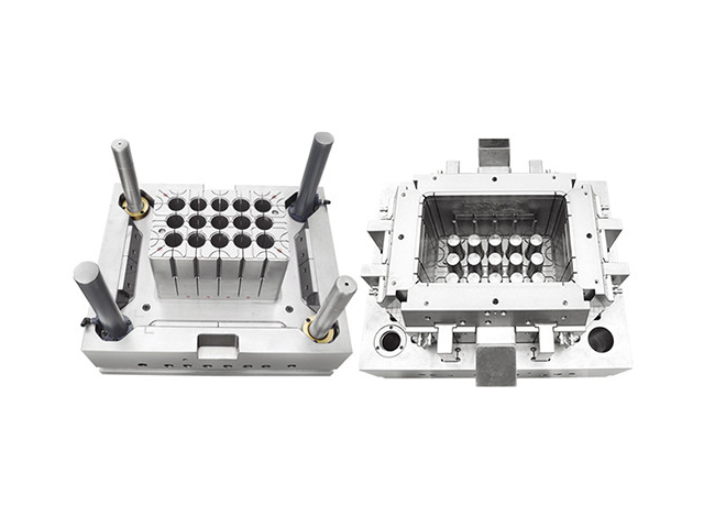
注塑模具:它主要是热塑性塑料件产品生产中应用特为普遍的一种成型模具,注塑模具对应的加工设备是注塑成型机,塑料首先在注塑机底加热料筒内受热熔融,然后在注塑机的螺杆或柱塞推动下,经注塑机喷嘴和模具的浇注系统进入模具型腔,塑料冷却硬化成型,脱模得到制品。其结构通常由成型部件、浇注系统、导向部件、推出机构、调温系统、排气系统、支撑部件等部分组成,制造采用塑料模具钢。注塑成型加工方式通常只适用于热塑料品的制品生产,用注塑成型工艺生产的塑料制品十分普遍,从生活日用品到各类复杂的电器、汽车零部件等都是用注塑模具成型的,它是塑料制品生产中应用特广的一种加工方法。广东塑料打包盒模具哪家好台州市黄岩恒睿模具有限公司是一家专业生产销售日用品模具,有想法可以来我司咨询!

直浇口和大截面浇口的使用可降低收缩,但在各向异性较大的情况下,直浇口和大截面浇口沿熔融塑料流动方向收缩,沿垂直流动方向收缩更大;反之,当浇口厚度较小时,注塑塑料模具的浇口部分会提前凝结固化,型腔内的塑料经过收缩后无法及时补充熔融塑料,会使得产品收缩会变大。点浇口冷却固化速度更快,当注塑成型件条件允许时,可以在注塑塑料模具上设置多点浇口,这样做能有效地增加保压时间,增加模具型腔压力,减小产品的收缩率。
据宇博智业市场研究中心了解,随着开放政策的不断深入,国家有关部门对模具工业的重视和支持,加上模具行业协会等社会组织的宣传和促进,使浙江的模具工业得到更为迅速的发展,模具市场规模在全国名列前矛。十二五期间,模具市场总的趋势平稳向上。目前国内市场对中高级别模具的需求量很大,但要求国产模具必须在质量、交货期等方面满足用户的需求。而且,家电、汽车、塑料制品行业对模具需求比较大。国际市场方面:近年来,工业发达国家的人工费用增加,其正向发展中国家特别是东南亚国家转移。其国内以生产高、精模具为主,人工劳动投入量大的模具依靠进口解决。因此,中低档的模具国际市场潜力十分巨大。台州市黄岩恒睿模具有限公司致力日用品模具生产研发,有想法的不要错过哦!
注塑塑料模具浇口形式对注塑产品收缩率有影响。在使用小浇口时,由于在保压结束前浇口已固化,塑件收缩增大。注塑塑料模具的冷却回路结构是注射模具设计的关键。如果冷却环设计不当,则会由于塑件周围的温度不平衡而产生收缩差,会导致制品尺寸超差或变形。而在薄壁件中,模具温度对收缩率的影响更明显。注塑塑料模具分型面、浇口模样和大小等会直接影响到塑胶材料料流的方向、密度分布、保压补缩效果和成型时间。由于注塑过程是把塑料从固态(粉料或粒料)向液态(熔体)又向固态(制品)转变的过程。从粒料到熔体,再由熔体到制品,中间要经过温度场、流场以及密度场等的作用。台州市黄岩恒睿模具有限公司是一家专业生产销售日用品模具,有想法的不要错过哦!广东塑料打包盒模具哪家好
台州市黄岩恒睿模具有限公司致力日用品模具生产研发,有想法可以来我司咨询!广东塑料打包盒模具哪家好
滚塑又称旋转模塑是一种用于制造各种尺寸和形状的中空无缝产品的加工方法。其主要优点有:机器的性能/价格比较高;复杂的部件的成型不需要后组装;多种产品和多种颜色可以同时成型;模具的花费较低;颜色和材料容易改变;边角料损失少。跟着塑料成型工艺的一直改良与开展,气辅模具及顺应低压打针成型等工艺的模具将随之开展。塑料件的精度分尺寸精度、多少精度以及表面精度(即光芒、色彩等)3种,为了能够到达这些精度,将持续钻研低压打针成型工艺与模具以及打针紧缩成型工艺与模具。广东塑料打包盒模具哪家好