商机详情 -
山西磨床测量仪方法
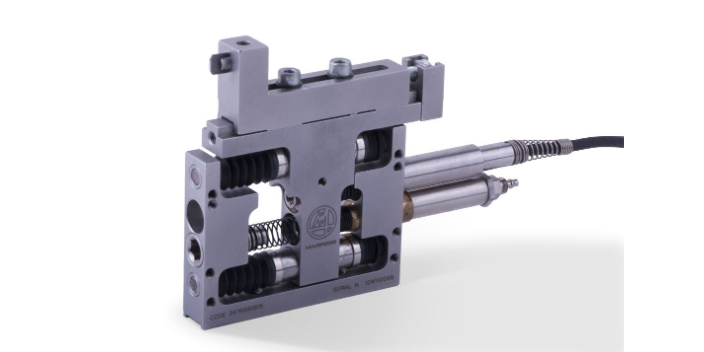
可将WRSP60扫描式测头用于检查新加工的部件的轮廓是否正确以及用于直接检测机床中任何表面缺陷,从而避免将此类检查与检测传输到测量实验室,以及避免在需要后续返工的情况中将其重新定位在机床中。马波斯研发的这款WRSP60测头拥有一个无线传输系统,可将其用于在**常用的切屑去除机床上直接扫描零件。在使用WSRP60测头时,可完成一些采用标准接触式测头不能完成的操作或者可**缩短周期时间,如:通过切割程序校正、标准件比较以及跳动检查而完成轮廓质量控制、零件未对准校正与表面变形检查,也可将这些测头用于进行正确定位零件所需的“接触”。带有WRI无线接收器的系统接口能够与安装在工业或标准个人计算机上的软件包通信,从而管理并呈现测量值以及获取数据。可采用WRSP60系统通过对新加工的零件进行轮廓与表面接触式扫描直接在机床环境对机械加工过程进行精确、完整的质量控制。系统采用无线传输系统将数据传到WRI接收器。通过一个**马波斯软件包收集、分析与呈现数据。Unimar测头体现的是传统加工过程中、加工前与后测量仪器的适用组合,并在配置机器的应用时构成了基本模块。山西磨床测量仪方法
马波斯光谱共焦传感器可在线测量锂离子电池的电极极片。锂离子电池的生产采用R2R工艺,其重点在于在线质量测量,用马波斯光谱共焦传感器可以以非接触测量的方式测量涂布层厚度、极片边缘厚度以及控制极片轮廓并检查极片上的涂布层缺陷。从特征的角度来看,实际上马波斯光谱共焦传感器可测量柔性非透明材料,同时测量大于5微米的薄膜层厚度。这就说明马波斯光谱共焦传感器一定程度上保证了高灵敏度和高精度,是一款真正的同步在线方案测量。山西磨床测量仪方法马波斯测量科技可以供应外圆磨床在线加工测量仪,欢迎联系咨询。

保持砂轮平衡可提高各个零件的表面质量以及延长主轴的使用寿命。P7WB平衡系统可持续不断检查砂轮的状态以及自动补偿周期中的任何失衡。该系统专为单主轴和多主轴磨削应用而设计,可以在一个或两个平面上平衡。P7WB系统的设计旨在检查与平衡砂轮。它连接并管理所有类型的FT与ST平衡头。根据应用以及平衡头的类型,可将P7WB与单主轴和多主轴磨床一起使用,其它具有以下功能:自动平衡一个或两个砂轮(**)平衡两个平面可单独完成或者采用平衡头实现预先平衡光谱分析失衡(FFT)可给P7WB装配声传感器以监控振动。在此情况中,系统将电机平衡以及声传感器生成的数据分析所需的监控与电子控制功能结合起来,以优化磨削与修整阶段。如果连接到声传感器,则P7WB可自动获取声信号,分析并将此信号与程控噪声阈值比较,以改善生产流程。操作员可通过确定噪声阈值而进行碰撞检查(撞碎)和气隙检查(间隙):P7WB系统是由一个标准件卡构成,其将协调并管理声功能卡,并协调机床逻辑与操作员界面(MHIS)之间的通信模式。P7WB的功能特征体现在与机床控制完整集成的现场总线(Profibus与InterbusS)与串行连接。
为了提高所生产工件的质量和延长磨床的使用寿命,市场上已有几十年的系统可用于在工作周期内控制工件尺寸和机器的机械状况。这些设备用于测量工件、测量和减少由于砂轮不平衡引起的振动、分析来自声学传感器、热传感器的信号以及分析机械变形。上面的每个功能都有特定的设备,每个设备都有自己的物理特性和接口。很明显,不同的系统涉及不同的安装模式,使一般工厂和机器逻辑程序复杂化。P7的主要特点是能够连接和管理所有类型的传感器和传感器,从而简化了与PLC或CNC机器的安装和对话模式。此外,**于机器操作员的显示界面也同样均匀,尽管是针对不同功能的。P7是一个模块化设备,其尺寸和性能配置为特定机器的必要控制功能。有一个主板,负责协调和管理不同的卡/功能,并主持与机器逻辑和操作员界面的通信模式。不同周期的编程由**终用户负责,**终用户负责输入参数的适当值,确定加工过程之前、期间和之后要监控的特性。可自动获取工件直径或长度的尺寸,以评估振动、分析噪音、温度,并与编程设定的各种阈值进行比较,以便对机器和/或操作员进行决策。马波斯P7ME全数字设备,其主要功能是连接并管理马波斯多年生产的所有类型的测量头。
通用测量块QuickBlock是一个通用测量单元,其功能特征体现在检查内径与外径以及距离的高精度线性导轨。各种各样的附件使得此测量仪器功能极多以及适合各种应用。它的坚固与紧凑结构使得它能够在严酷的环境中进行静态与动态测量,保护传感器以及保证高度重复性。QuickBlock是一个紧凑、通用测量单元。它配有嵌入式测量传感器或者机械传动装置,能与测量探针一起使用。它的功能特征体现在是一个囚笼防转动系统,这就确保了通过直接接触达到小于0.5μm的可重复性范围值(最大值到最小值)。可给±5mm版本配备一根轴向或径向电缆引出线,用于传感器与气压缸。可采用固定在任何空间方向中的测量轴安装,且接触式支架的重组范围为20mm。气压驱动版本对于带有自动装载/卸载的测量站上加工后应用特别适用。也可将它装配在带有相关接头的QuickSet站上,以测量小于等于90mm的直径。可获取各种弹簧、测量臂与触头,以接近任何测量位置,同时维持臂比值不变。也可获取带有燕尾导轨以及能够与TESA支架和触头兼容的特殊版本。马波斯能根据磨床的种类不同的应用,主动测量及机后测量系统,砂轮动平衡器,监测传感器,测头。山西磨床测量仪方法
生产的设备保证了更大的灵活性和应用模块性,需几个专门用于管理控制过程所需的不同传感器和特定部件。山西磨床测量仪方法
此外,VTS还用正面光束分析刀具表面:机床操作员可在计算机显示器上直接查看照亮的刀具表面,评估切削刃状况,记录刀具状况历史和提前发现可能的缺陷。VTS视觉对刀仪配图形化的用户界面(GUI),在机床数控系统上可显示***采集的测量数据,管理手动测量操作,机床操作员可观察刀具表面和控制VTS参数。VTS的图形化用户界面是马波斯触控显示屏计算机(NEMO或Merlin+)的一部分,也可为**软件,运行在Windows或Linux操作系统的计算机上。如何在保持测量精度的情况下应对恶劣应用环境?VTS采用双保护系统,可有效应对机床中恶劣的工作环境(IP67),并可安装在加工区内。因此,可在刀具实际工作条件下测量刀具,达到更高精度。保护系统包括:-气动闸门,在VTS不采集测量数据时,关闭光学镜头保护盖;-密封空气,用气流保护镜头,避免镜头在闸门打开期间被污物和冷却液污染。山西磨床测量仪方法