商机详情 -
黑龙江废气处理设备工厂
分子筛转轮吸附浓缩+焚烧装置:该组合设备由分子筛转轮吸附浓缩单元和焚烧单元构成。分子筛转轮分为吸附区、脱附区和冷却区,有机废气通过吸附区时,其中的污染物被分子筛转轮上的分子筛吸附,实现废气净化。转轮旋转至脱附区,经热风脱附,污染物被浓缩后进入焚烧单元。在汽车零部件涂装车间,产生的大风量、低浓度有机废气,经分子筛转轮吸附浓缩后,有机污染物浓度大幅提高,便于后续焚烧处理。焚烧单元可采用RTO等技术,将浓缩后的废气彻底氧化分解。这种组合设备处理效率高,能有效降低运行成本,在汽车制造、机械涂装等行业应用,为大规模有机废气处理提供了可靠的解决方案,助力企业满足严格的环保排放标准。废气处理设备采用高效吸附技术,可有效去除工业废气中的有害物质。黑龙江废气处理设备工厂

催化燃烧装置:催化燃烧装置堪称废气处理的“高效利器”,其工作原理基于催化剂对化学反应的神奇加速作用。设备运行时,先将废气通过预热装置提升到合适温度,随后送入装填有贵金属催化剂(如铂、钯等)的催化反应床。在化工生产中,常常会产生高浓度的有机废气,这些废气中的有机污染物分子在催化剂的作用下,能在相对较低的温度(一般为250-400℃)下与氧气发生无焰燃烧反应,快速转化为二氧化碳和水等无害物质。催化燃烧装置具有净化效率极高的明显优势,通常可达95%以上,同时能耗较低,这得益于其相较于传统燃烧方式大幅降低的反应温度。该装置占地面积小,运行稳定可靠,能够持续高效地处理大量废气,有效削减化工废气对环境的污染,是化工企业实现绿色生产、满足日益严格环保要求的关键设备之一。黑龙江废气处理设备工厂政策驱动下,废气处理设备市场需求激增,推动行业快速发展。
光催化废气处理设备:光催化废气处理设备运用的是常温深度反应技术——光催化氧化。从原理上讲,只要半导体吸收的光能不小于其带隙能,就能激发产生电子和空穴,从而可作为光催化剂。常见的单一化合物光催化剂有金属氧化物或硫化物,如TiO₂、ZnO等。其中TiO₂综合性能较好,应用普遍。光催化氧化可在室温下将水、空气和土壤中的有机污染物完全氧化成无毒无害的产物,与传统高温焚烧技术需极高温度摧毁污染物,以及常规催化、氧化方法需几百度高温相比,具有明显优势。该设备适用于处理多种有机废气,在环保领域有着重要的应用价值,能够在相对温和的条件下高效净化废气,减少对环境的污染。
工业废气净化器的应用领域:工业废气净化器在众多行业发挥着关键作用。在化工生产领域,由于生产过程复杂,会产生多种废气,如苯等,工业废气净化器能够针对性地对这些废气进行治理,确保化工企业排放达标。涂料工业中,生产和涂装过程会释放大量有机废气,净化器可有效净化,保障车间空气质量以及周边环境。钢铁制造行业产生的废气中含有粉尘以及一些有害气体,通过工业废气净化器处理后,能降低对大气的污染程度。在喷漆喷涂涂装车间、油烟车间、餐饮业等场所,该净化器可去除废气中的油雾、异味等。此外,垃圾填埋场、造纸厂、粘合剂生产厂、印刷工业、汽油生产厂、石化加工厂等领域也广泛应用工业废气净化器,它是各行业实现绿色生产、减少环境污染的重要设备。废气处理设备可配备余热回收系统,实现能源循环利用。

一体化废气处理设备将多种废气处理工艺集成在一个紧凑的设备单元中,为用户提供了便捷高效的废气处理解决方案。该设备可根据废气的成分、浓度和处理要求,灵活配置吸附、催化氧化、喷淋、过滤等不同的处理模块。例如,对于成分复杂的有机废气,可先通过喷淋模块去除部分水溶性污染物和粉尘,再利用吸附模块对有机污染物进行富集,通过催化氧化模块将其分解为无害物质。一体化废气处理设备具有占地面积小、安装调试方便、运行管理简单等优点,特别适用于小型企业或对空间有限的场所。它能够一站式解决多种废气处理问题,降低了企业的设备投资和运营成本,同时确保废气达标排放。废气处理设备通过优化气流组织,提高废气与处理介质的接触效率。黑龙江废气处理设备工厂
节能减排是废气处理设备研发的重要目标,可降低企业运营成本。黑龙江废气处理设备工厂
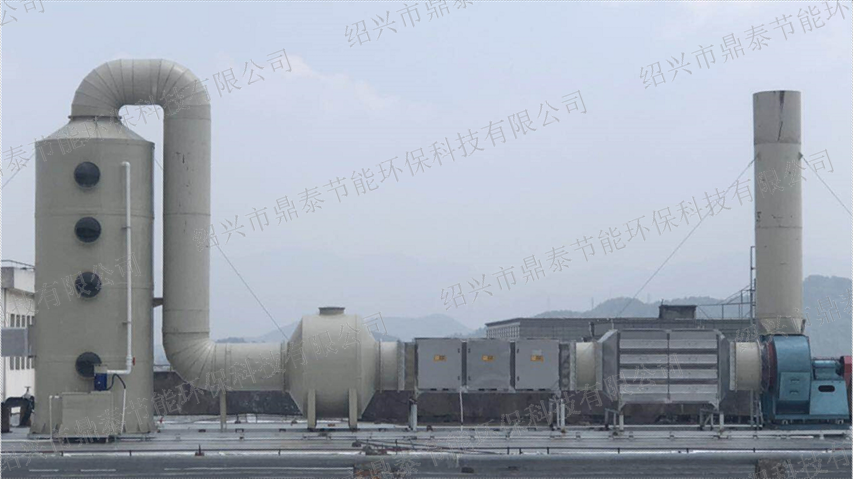
喷淋-吸附-催化燃烧一体化设备:该一体化设备将喷淋、吸附和催化燃烧三种工艺集成在一个系统中。在化工合成行业,反应过程产生的废气含有多种污染物,如粉尘、有机污染物和酸性气体等。废气首先进入喷淋单元,通过喷淋水去除粉尘和部分酸性气体。经过喷淋预处理的废气进入吸附单元,采用活性炭等吸附剂吸附有机污染物。当吸附剂饱和后,脱附出的高浓度有机废气进入催化燃烧单元进行燃烧处理。该一体化设备占地面积小,操作简便,能一站式处理多种污染物。某化工企业采用该设备后,废气处理成本降低,处理效果稳定达标,在化工、制药等行业的废气处理中具有较高的应用价值,为企业提供了便捷高效的废气治理解决方案。黑龙江废气处理设备工厂