商机详情 -
使用砂轮成型刀工厂直销
电镀金刚石砂轮成型刀:电镀金刚石砂轮成型刀是通过电镀工艺将金刚石颗粒牢固地附着在刀体表面制成。这种成型刀制作工艺相对简单,且金刚石颗粒与刀体的结合十分牢固。在使用电镀金刚石砂轮成型刀时,由于金刚石颗粒直接暴露在表面,能够快速且有效地对砂轮进行修整。但需要注意的是,电镀层在长时间的使用过程中可能会出现磨损现象,因此要定期及时检查成型刀的磨损情况,一旦发现磨损严重,应及时更换成型刀,以持续保证修整效果。电镀金刚石砂轮成型刀常用于普通磨床砂轮的修整工作,因其成本相对较低且修整效率较高,在一般工业生产中应用较为广,如小型机械加工厂的砂轮修整。天然金刚石成型刀,适用于复杂砂轮形状修整。使用砂轮成型刀工厂直销

外圆砂轮成型:外圆砂轮成型需依据外圆尺寸及公差准确挑选金刚石砂轮成型刀。若面对大尺寸外圆砂轮,大型号且金刚石颗粒较大的成型刀更具优势,因其修整力强劲,可高效完成砂轮外圆轮廓的修整。安装成型刀于磨床特定位置后,精细调整角度,使其沿砂轮外圆匀速进给,从而准确的修整出符合要求的外圆尺寸与精度。各类轴类零件的外圆磨削加工就常依赖这种方式,能确保轴类零件的外圆的尺寸精度和表面粗糙度,满足装配等后续工艺要求。使用砂轮成型刀工厂直销经反复测试的金刚石成型刀,修整精度有保障。
对于大型外圆砂轮的修整,在金刚石砂轮成型刀的选择上,应选用大型号的成型刀,以匹配大型砂轮的修整需求。安装时,将其固定在稳固的修整支架上,确保在修整过程中不会出现晃动现象,保证修整的稳定性。修整过程中采用分段修整的科学方式,首先进行粗修,快速去除砂轮表面的大部分磨损层;然后进行精修,精细调整砂轮表面,保证其精度符合要求。在整个过程中,要多次测量砂轮的尺寸,根据测量结果及时调整进给量,确保修整后的外圆砂轮尺寸、精度达标,完全满足后续加工要求。
修整过程中若出现金刚石颗粒脱落的情况,需迅速判断原因并采取相应措施。可能的原因主要有两个:一是结合剂失效,二是修整压力过大。对于结合剂失效的情况,若成型刀属于可修复类型,可重新进行烧结、电镀等结合剂处理工艺,恢复其性能;若是因修整压力过大导致的,要立即调整修整参数,适当降低压力和进给速度,避免金刚石颗粒再次脱落。在整个操作过程中,需密切关注成型刀的状态,一旦发现异常,立即停机检查,防止故障扩大,保障修整工作安全、有序、高效地进行。定制化的金刚石砂轮成型刀,贴合生产实际。

钎焊金刚石砂轮成型刀:钎焊金刚石砂轮成型刀通过钎焊工艺将金刚石牢固地连接在刀体上。钎焊结合强度高,使得金刚石在修整过程中能够更好地发挥作用,不易出现脱落现象。钎焊金刚石砂轮成型刀的金刚石颗粒出刃高度较大,这一特点使其修整效率高,同时能够保证砂轮的修整精度。在使用时,要高度重视钎焊质量,确保在修整过程中金刚石不会因钎焊质量问题而脱落。常用于高精度、高效率的砂轮修整作业,如航空航天零部件加工用砂轮的修整工作,能够满足这些领域对砂轮修整的严苛要求,保障航空航天零部件的加工精度。用金刚石砂轮成型刀,让砂轮保持良好磨削性能。使用砂轮成型刀工厂直销
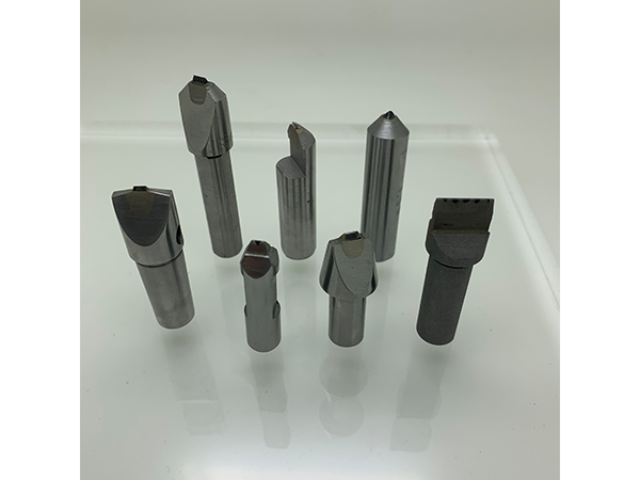
精心制作的金刚石成型刀,满足精密磨削需求。使用砂轮成型刀工厂直销
天然金刚石砂轮成型刀,以其高硬度和耐磨性著称。天然金刚石的晶体结构使其硬度极高,能有效修整各类高硬度砂轮。在使用时,需注意选择合适的金刚石颗粒大小和形状,大颗粒金刚石适用于粗修整,能快速去除砂轮表面的磨损层;小颗粒金刚石用于精修整,可使砂轮表面达到更高的精度和光洁度。同时,要合理控制修整压力和速度,避免金刚石因受力过大而损坏。使用金刚石砂轮成型刀,主要用于修整刀具磨削用的砂轮。根据刀具的形状和磨削要求,选择合适形状和规格的成型刀。在修整时,将成型刀安装在工具磨床的修整夹具上,调整好夹具位置,使成型刀能按照刀具磨削所需的砂轮形状进行修整。通过准确控制修整过程,让砂轮能准确磨削出各种刀具的刃口形状和精度,满足刀具制造和修磨的需求。使用砂轮成型刀工厂直销