商机详情 -
抛光力控系统欢迎咨询
而且传统的工件清理技术使用位置支配法则,因需尽量准确地确定机器人运转路径,编程工作繁复而耗时。传统技术尽管在学说上可获得恒定的研磨抛光质量,然而实情并不尽如人意,加工后的工件往往前后品质不一,公差各不相同,难以得到安定的工艺效用。关于繁杂结构的铸件、毛刺散布分散的铸件也能对应。而且机器人具可编程性,新的产品导入只需要改换工装治具,次序切换就能完成。这使装置具更高的柔性化,更适当目前企业的需要。同机遇器人去毛刺的方案能增加工友休息强度或间接省去工友,无效确保加工质量分歧性,进步全体消费效率,改善工厂任务环境。这些劣势都是很明显的,纵使装置投入本钱略高,也越来越多被企业背负。随着机械人力控技术的发展,浮动部门和打磨工具的使用,如同人手滑过铸件毛刺般开展柔性除去毛刺,能有效性避免导致打磨工具和铸件的损坏,吸收铸件及定位等各方面的误差。力控系统由二种先进的基本机能构成。大儒科技(苏州)有限公司为您提供力控系统 ,有想法可以来我司咨询!抛光力控系统欢迎咨询

镁铝合金、复合材料的修边,打磨,抛光批量生产对打磨效果的均匀性和一致性有较高要求,安装DFC力控系统来实现的力控系统机器人,安装在固定工作台上打磨生产,DFC力控系统的主动柔性力控制功能,降低了机器人示教及编程难度。这类高精度打磨要求的产品通常用气动打磨机,更换不同规格的打磨耗材,能提高工作效率。DFC力控系统能柔性主动适应产品公差,夹治具位移,所导致的不一致,使得机器人真正实现力控系统应用。改善现阶段大部分工厂打磨作业还处于手工或者使用手持气动,电动工具进行研磨的落后打磨生产方式。也优化了使用机器人安装电动或气动工具进行自动化打磨的厂家生产工艺,因为与手持打磨比较,机器人打磨能有效提高生产效率,降低成本,提高产品良率,但是由于机械臂刚性,定位误差等其他因素,采用机器人夹持电动,气动工具打磨针对不规则工件处理时容易出现打磨不到或者过磨等情况发生。抛光力控系统欢迎咨询大儒科技(苏州)有限公司力于提供力控系统 ,有想法的不要错过哦!
打磨力的数字量化及实时控制,保证了打磨力的均衡柔性输出,高精度力控制,不但可以解决打磨行业自动化实现难的痛点,又保证了批量工件的打磨效果的均匀性和一致性;打磨过程中的高频率振动对打磨机、机械手连接部分有不可逆的损伤,包括精度降低、关节损坏等,智能力控系统控制系统对打磨力的控制,有效实现吸振功能,延长打磨机、机械手等设备寿命;智能力控系统控制系统预留通用安装孔和转接法兰,通用安装于各品牌机器人、使用设备,并通过USB数据线、全双工异步控制线、TCP/IP的方式与市面通用设备连接、通讯,比较大化的帮助客户利用起现有设备,降低一次性投入成本。
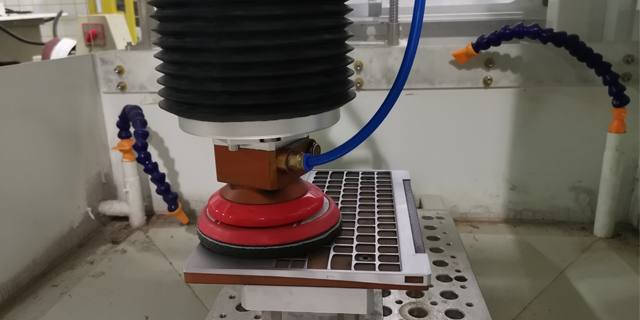
平面、箱体和异形钣金,在制造业应用很多,比如机械工业,机器设备,汽车等等。因工艺的需求,会经过一些加工方式来达到我们想要的规格,常见的有火焰切割,锯切等,而经过后续的加工,会产生大量毛刺和割手边,这非常不利于往后工艺要求,需要打磨去除。对于平面钣金的打磨去毛刺方法,例如机器人打磨,安装DFC打磨力控系统,只需要在DFC力控系统执行器末端安装原有的打磨工具,配合对应的打磨耗材,合理实现了打磨时工具与工件的适度压紧与松开;工作过程结果表明:传动机构将减速电机输入的扭矩分别输出至上、下磨座,带动二者来回交错运动,由钢丝平刷对行进中的钢板进行板面清理及打磨除浮锈。而人工打磨和打磨机两种方法工作效率低、劳动强度大、工序质量参差不齐等问题。大儒科技的DFC智能力控系统力控系统尤其适合工件角面、将其毛边均匀去除、均匀倒角的精密加工效果。主要切削倒角部分,对平面的摩擦甚小。力控系统效果不受工件形变、公差等因素影响,打磨效率高、均匀性高。大儒科技(苏州)有限公司是一家专业提供力控系统 的公司,有想法的可以来电咨询!

随着社会的发展和科技的进步,人们对工件的外观面要求逐渐变高,因此需要对工件进行打磨工艺,当需要打磨大批量工件,而且工件的内壁面和外壁面同时都需要打磨时,如果采用传统的流水线制作模式,通过人工打磨效率低,同时打磨后的效果得不到保证,综合成本高,且打磨后的碎屑容易残留在工件上,不利于标准化生产。目前在工件加工完成后经常需要使用打磨机对其包面进行打磨,使其表面光滑均匀。现有的打磨机一般均为手持式打磨机,工作人员需要手持打磨机然后对工件表面进行打磨处理。这种方式存在以下缺陷:在面对圆柱形杆或者是圆柱形管等圆形形的工件时,因为工件表面均为弧面,工作人员对工件打磨时比较费力,且打磨出来的工件表面很难保持平整性,很有可能影响后续工件的使用。针对现有技术存在的不足,大儒的只能力控系统力控系统具有的打磨过程中的柔性力控制,能帮助工作人员更方便打磨圆柱形工件。力控系统 ,就选大儒科技(苏州)有限公司,用户的信赖之选,欢迎您的来电哦!抛光力控系统欢迎咨询
大儒科技(苏州)有限公司是一家专业提供力控系统 的公司,期待您的光临!抛光力控系统欢迎咨询
客户终端采用气动圆盘工具对圆棒类工件的外表面进行打磨,实际打磨时气动打磨机来回移动,圆棒工件旋转移动,打磨机与圆棒工件之间线接触的打磨,要想打磨圆棒工件的整个外圆周,圆棒工件不但要进行轴线移动,还需要径向的调整位置,专机打磨的刚性接触使得打磨效率低,圆度不一致的缺陷,有待于改善。DFC力控系统安装在客户现有打磨专机上,保持圆棒匀速旋转通过滚筒线,在原有气动打磨机位置后,安装DFC力控系统,在力控系统执行器末端安装原有气动打磨机。按原有直线运动的轨迹实现柔性力控系统,但是DFC力控系统的柔性力控制功能使得快速移动的工件收到的打磨力在设定的力值范围内,使得原有的线性接触打磨为面接触打磨,使得不变化圆棒工件安装位置的情况下一次性力控系统,力控系统效率高,工件打磨后的圆度一致性好。抛光力控系统欢迎咨询