商机详情 -
3C行业TOYO机器人欧规模组
电动夹爪(电夹爪)和气动夹爪(气夹爪)在自动化和机器人应用中都是常用的夹持设备,但它们在操作原理、性能和应用上存在一些主要区别:1、操作原理的区别:电动夹爪:通过电动机驱动,通常配合伺服系统或步进电机来实现精确的位置和力度控制。气动夹爪:通过压缩空气驱动,利用气缸的伸缩来实现夹持动作。2、控制和精度的区别:电动夹爪:可以提供非常精确的位置控制,力度调节范围广,且可以通过编程来设定特定的运动轨迹和力度。气动夹爪:控制精度相对较低,力度调节不如电动夹爪灵活,通常只能通过调节气压来控制夹持力度。3、响应速度的区别:电动夹爪:响应速度较快,但通常不如气动夹爪快。气动夹爪:响应速度快,适合需要快速动作的应用。4、负载能力的区别:电动夹爪:负载能力取决于电动机和传动系统的设计,可能不如气动夹爪适合重负载应用。气动夹爪:可以提供较大的夹持力,适合重负载场合。5、环境适应性的区别:-电动夹爪:可以在多种环境下工作,包括无尘室和危险区域,因为它们不依赖于压缩空气系统。气动夹爪:需要压缩空气供应,可能在无尘室或危险区域使用时需要额外的措施。TOYO机器人,高效准确,为企业创造非凡生产效益。3C行业TOYO机器人欧规模组

直线模组,又称为直线导轨、线性模组或线性导轨,是一种将滑动转换为精确直线运动的机械部件。它的由来和发展与工业自动化和精密机械加工的需求密切相关。以下是直线模组的主要发展历程:1.早期发展:在工业革i命时期,随着机械制造业的发展,对于机械部件的运动精度和可靠性的要求越来越高。早期的直线运动主要是通过滑动轴承和硬木导轨来实现的,但这种方式的精度和耐用性都不够理想。2.20世纪初:随着金属加工技术的进步,出现了更为精密的滚珠轴承和滑动轴承,这为直线运动部件的改进提供了可能。德国在20世纪初期开始研发和使用线性导轨,以提高机床的加工精度。3.滚珠丝杠的出现:20世纪中叶,滚珠丝杠的发明为直线模组的发展带来了**性的变化。滚珠丝杠利用滚珠来实现转动与线性运动的转换,具有更高的效率和精度。4.直线导轨的发展:1950年代,直线导轨的概念被提出,并逐渐发展为现代直线模组的原型。直线导轨通过特定的轨道和滑块结构,使得运动部件能够实现平稳、精确的直线运动。5.材料科学的进步:随着材料科学的进步,如高性能合金钢和陶瓷材料的应用,直线模组的精度、速度和负载能力得到了极大提升。3C行业TOYO机器人欧规模组TOYO模组产品种类丰富,交期好。
在光伏行业,随着全球对清洁能源的需求日益增长,光伏产业迎来了快速发展的机遇期。TOYO 机器人为光伏行业提供了一系列高效的自动化系统集成方案。在硅片生产环节,硅片上料机是关键设备之一。TOYO 机器人在依靠视觉识别去抓取不同规格的硅片,并将其准确无误地放置在生产设备的指定位置。在光伏组件的组装过程中,TOYO 机器人可以高效地完成电池片的串焊、层压等操作。通过精确的运动控制和温度控制技术,它能够保证电池片的焊接质量和组件的封装效果,提高光伏组件的发电效率和可靠性。以某大型光伏企业为例,引入 TOYO 机器人后,光伏组件的生产效率提高了 40% 左右,生产成本降低了约 20%,有力地推动了企业的发展和光伏产业的升级。
直线电机应用案例高速取放装置:将料架上之零件进行取放的装置,可进行长距离工序的搬运。使用规格:LMR32/CGTH5/GTH8贴片装置:PCB基板的焊接及贴片的机构,可双滑台以节省空间。使用规格:LTF2-30/CGTH5检查装置:可高速移动,双滑台的检测机构。使用规格:LTF2-20基板切割装置:PCB基板及各种零件之切割加工作业。使用规格:LMR20液晶面板检查装置:大型液晶面板同时间移载进行检测。使用规格:LTF2-20镭射雕刻机:利用同动带动镭射雕刻部,以进行相关雕刻作业。使用规格:LMR20TOYO机器人,准确控制,确保生产过程稳定可靠。
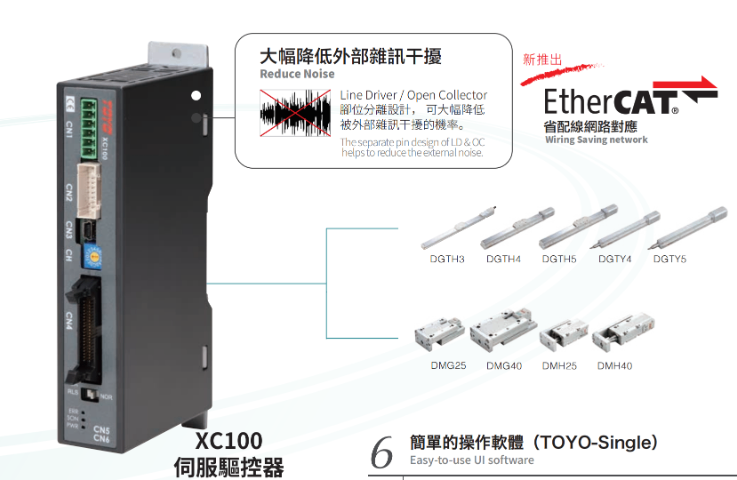
TOYO电动缸使用案例介绍:电子零件组装装置:利用电动夹爪可设定多点位置的功能,一支夹爪可夹不同尺寸物件进行组装,扭力控制,可设定各零件的夹持力,防止夹伤零件。使用规格:CGTH/DGTH/CHS2光碟搬送装置:控制器内藏的电动夹爪可适合搭载六轴机械手臂使用,简易配线可快速安装。使用规格:CHG2/CHY2BPCB基板喷字装置:将基板固定于电动滑台上,利用滑台等速移动的特性,执行基板的喷字作业。使用规格:CGTH/DGTH电路板表面清洁装置:将plasma固定在电动滑台上,在输送带上方来回移动,做电路板表面的清洁工作。使用规格:CGTH/DGTH。TOYO电缸产品丰富,品质有保证!3C行业TOYO机器人欧规模组
TOYO驱动器支持IO、脉冲、RS485和EC通讯(选配)。3C行业TOYO机器人欧规模组
模组运动过程中有异响或者生产中发生撞机了该如何处理?异常情况发生时联系我司技术人员,首先需要提供模组的使用条件(安装方式、负载重量、速度、加减速时间),更重要的是将模组侧边的标签(每条模组的序列号均是不同的,类似身份证一样,一条模组一个编号)手写记录或者拍照发给技术人员。其次技术人员根据现有的使用条件初步判断异常原因,同时跟客户沟通更换配件还是前往客户现场进一步确定异常真因。如果发现模组的异常情况是客户使用不规范所导致的可能会产生售后服务费用。以上为TOYO模组异常初步的处理流程3C行业TOYO机器人欧规模组