商机详情 -
惠州五轴联动视觉点胶系统专业厂家
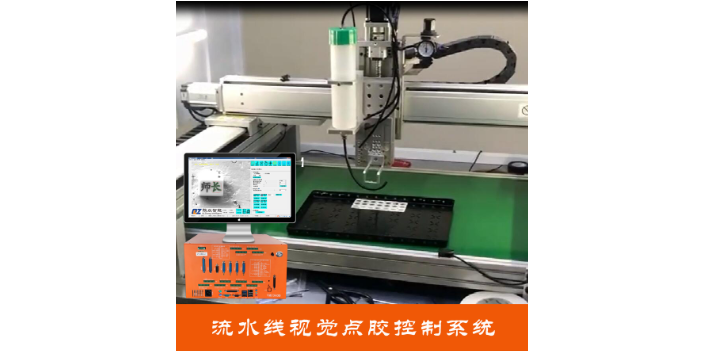
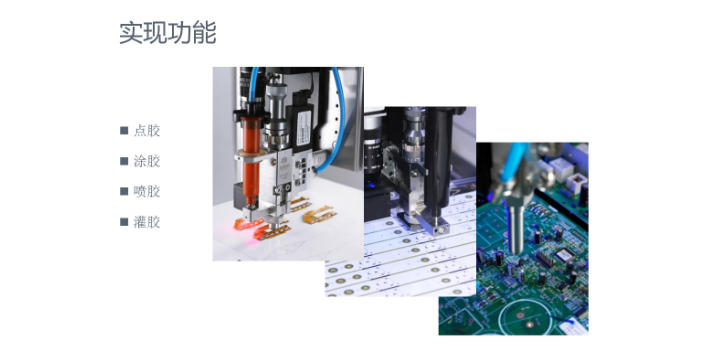
视觉点胶系统在自动化装配中扮演着重要的作用,以下是几个主要方面:精确定位:视觉点胶系统可以使用图像处理技术对零部件进行准确的定位。这对于需要精确对位的装配任务非常重要,例如在小尺寸的电子组件装配中,确保胶水精确地应用在指定的位置上。质量控制:视觉点胶系统能够检测胶水的施加情况和质量。通过对点胶过程进行实时监测和检查,可以确保胶水质量符合要求,并且没有漏胶或过量胶水的问题。这有助于提高产品的质量和稳定性。自动化生产:视觉点胶系统可以与自动化装配线集成,实现无人化生产。通过与机械臂、传送带等设备的配合,视觉点胶系统可以在装配线上自动完成胶水施加任务,增加生产效率并减少人力成本。多样化应用:视觉点胶系统通常具有灵活的配置和编程能力,可以适应不同的装配任务和产品需求。它能够适应不同形状、尺寸和材料的零部件,并能够根据需要进行胶水的施加方式和模式选择。视觉点胶系统的高度智能化设计可以根据生产需求自动调整工艺参数。惠州五轴联动视觉点胶系统专业厂家
视觉点胶系统可以远程监控和操作。视觉点胶系统通常包括一个高分辨率相机或传感器,用于检测工件表面的位置和形状信息。这些相机或传感器可以连接到计算机或控制器,通过图像处理算法来分析并确定点胶位置。通过网络连接,远程监控和操作视觉点胶系统成为需要。操作员可以通过远程访问视觉点胶系统的控制界面,实时监视视觉系统的工作状态,并进行远程操作控制。这使得操作员可以在不同的地理位置远程管理和控制点胶过程,从而提高生产效率和灵活性。远程监控和操作视觉点胶系统还可以提供其他优势,例如:减少操作员在现场的需求,降低人员成本和风险。允许专业学者远程提供支持和指导,以解决生产中的问题。可以记录和存储远程操作的数据,以用于后续分析和优化。惠州五轴联动视觉点胶系统专业厂家在医疗设备制造中,视觉点胶系统确保了产品的好品质和一致性。

视觉点胶系统在应对小尺寸工件时通常表现出以下特点:高精度定位:视觉系统可以通过图像处理技术对工件进行高精度的定位和定位校正。对于小尺寸工件,视觉点胶系统能够准确地识别工件的位置和方向,以便进行精确的点胶操作。精细调节能力:视觉点胶系统通常具备多轴控制功能,可以对胶水的点胶路径、速度和压力等进行调节。这种精细调节能力使得系统能够在小尺寸工件上实现准确的胶水施加,避免浪费和胶水溢出。快速反应速度:视觉点胶系统能够实时获取并处理图像信息,具备快速反应的能力。在应对小尺寸工件时,系统可以迅速检测和跟踪工件的位置变化,及时调整点胶位置和参数,以保证点胶的准确性和一致性。多样化的工件适应性:视觉点胶系统通常具备灵活的工件适应性,能够适应各种形状、大小和材料的小尺寸工件。通过调整视觉系统的参数和设置,可以处理不同类型的工件,并对每个工件进行定制化的点胶操作。
视觉点胶系统是工业机器人应用中非常重要的一环,为了优化这一过程,可以考虑以下几个方面:选用合适的硬件设备:视觉点胶系统需要高清晰度的摄像头、快速的图像处理器、高精度的运动控制器等硬件设备。因此,选用合适的硬件设备是优化视觉点胶系统的首要条件。控制系统优化:视觉点胶系统需要高速、高精度的运动控制器对机器人进行控制。通过对控制系统进行优化,可以提升机器人的运动精度和速度,从而提高视觉点胶系统的效率和稳定性。图像处理算法优化:图像处理算法是视觉点胶系统的关键。优化图像处理算法可以提高视觉系统的鲁棒性和准确性,降低误判率,提高点胶效率。涂胶参数优化:根据不同的涂胶需求,合理设置涂胶参数,如涂胶速度、涂胶量、涂胶时间等,可以有效降低涂胶的误差率,提高涂胶质量。视觉点胶系统的应用范围普遍,适用于各种工业制造领域。
视觉点胶系统相对传统点胶设备具有以下优势:准确的定位和校准:视觉点胶系统能够利用相机和图像处理技术实时检测工件的位置,从而实现精确的定位和校准,确保点胶的准确性和一致性。灵活性和自动化:视觉点胶系统可以通过预先编程的方式适应不同的工件形状和尺寸,实现自动化生产,提高生产效率和灵活性。高速和高效:视觉点胶系统具有较快的图像处理速度,能够快速准确地识别工件位置,实现高速点胶,提高生产效率。容错性强:视觉点胶系统可以实时监测点胶过程中的偏差和问题,并进行调整,减少因工艺偏差导致的不良品率,提高生产质量。数据记录和分析:视觉点胶系统能够记录点胶过程中的关键数据,如点胶位置、速度等,帮助生产管理人员进行数据分析,优化生产工艺。视觉点胶系统具有良好的环境适应性,适用于各种工厂环境。惠州五轴联动视觉点胶系统专业厂家
视觉点胶系统在汽车制造中的应用保证了汽车零部件的质量和精度。惠州五轴联动视觉点胶系统专业厂家
在视觉点胶系统中,虽然现代的算法和技术已经极大地改善了系统的准确性和可靠性,但仍然需要会出现一些判断错误。以下是一些常见的判断错误:假阳性错误:在判断点胶位置和质量时,系统错误地将无需点胶的区域标记为需要点胶,导致多余的胶水施加。这需要是由于图像处理中的噪声、光照变化或表面反射特性等因素引起的。假阴性错误:系统未能检测到需要点胶的区域,导致少量或未点胶的位置。这需要是由于图像处理中的图像分辨率不足、检测算法的灵敏度设置不当或物体表面特性的变化等原因引起的。点胶位置偏差:系统在点胶位置控制上出现偏差,使得点胶位置与目标位置不匹配。这需要是由于机械结构的误差、控制系统的延迟或图像处理算法的误差等因素引起的。点胶质量误判:系统未能准确判断点胶的质量,导致胶水过多或过少。这需要是由于图像处理算法对胶水的特征提取不准确或对胶水流动性的判断不准确等原因引起的。惠州五轴联动视觉点胶系统专业厂家