标签列表 - 无锡诺克超声科技有限公司
-
 南平大型汽车门板热熔焊接售后服务
南平大型汽车门板热熔焊接售后服务汽车门板焊接机的特点:主要采用国际工业波段13.56MHz,符合国际标准。手动推盘,定位灵活准确。采用了金电公司自主研发的避免电磁波辐射干扰装置系统,很好的降低了高频电磁波对人体直面辐射强度。采用了金电公司的研发的自流保护装置系统,主要作用是可以保护高频电子管因电流过大引起不必要的电子管烧坏。采用美国的技术防打火装置系统,主要利用NL5557高灵敏火花装置,能瞬间保护高频模具因电流过大而导致高频模具烧坏。主要的优点是工作台面大,主要适用于一下较大的产品加工热合焊接。主要采用双置电箱分体装置,易于散热维修。 汽车门板热熔焊接哪里有?欢迎咨询无锡诺克超声科技有限公司!南平大型汽车门板热熔焊接售...
发布时间:2022.10.11 -
 泉州质量汽车门板热熔焊接哪里有
泉州质量汽车门板热熔焊接哪里有焊瘤是过量的焊缝金属流出基体金属熔化表面而未熔合,这种金属是由于熔池温度过高,使液体金属凝固较慢,在自重作用下下坠而形成。也就是在焊接过程中,熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤。在角焊缝中产生的频度多于对接焊缝。防止措施:正确选择工艺参数,间隙不宜过大,选用较平焊小10%~15%的焊接电流,严格控制熔池温度,防止过高;选用小直径焊条施焊,焊条左右摆动中间快些,两侧稍慢些,在边缘有稍停留的稳弧动作时间;在对接焊层时,要注意熔池温度,密切观察熔池形状。如发现开始有下坠迹象应立即灭弧,让熔池温度稍微下降,再引弧焊接;选择合适的焊条倾角,使用碱性焊条时宜采用短弧焊接,运条速度要均匀...
-
 南平大规模汽车门板热熔焊接变速
南平大规模汽车门板热熔焊接变速焊后在焊缝表面或背面形成低于母材表面的局部低洼部分叫凹坑,焊缝背面的凹坑通常又叫内凹。防止措施:压短弧长、调整焊条倾角和适当减少装配间隙;焊条在收尾处稍多停留一会,为避免因停留时间过长,导致熔池温度过高,而造成熔池过大或焊瘤,应采用几次断续灭弧来填满,即在该处稍停留后就灭弧,待其稍冷后再引弧,并填充一些熔化金属,这样几次便可将凹坑填满。但碱性直流焊条不宜采用断续灭弧法,否则易产生气孔。未焊透是指基本金属之间,或者基本金属与熔敷金属之间的局部未熔合现象,它和未熔合有些相似,有时很难区别。防止措施:正确选择坡口型式和装配间隙,注意坡口两侧及焊层之间的清理;正确选择焊接电流的大小;随时调整运条中...
-
河北区大规模汽车门板热熔焊接售后服务
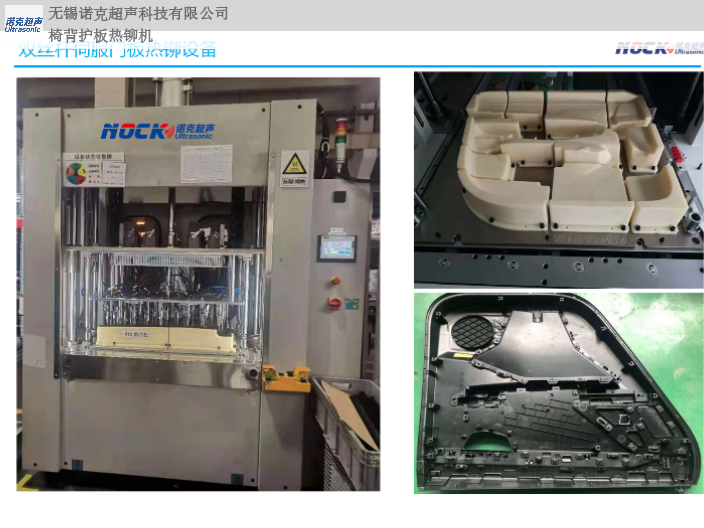
汽车门板焊接机根据不同汽车门板的焊接面积,可设计单点焊接或整体焊接方式的铆接。汽车门板焊接机PLC可程式微电脑控制系统,人机界面窗口调整焊接参数,简单方便,安全,无误动作。汽车门板焊接机机架用质量A3方通δ5X100X50MM焊接而成,整机稳固,可靠度高。以线性滑轨结构,精密度有保障;速度快。省人工,效率高,比传统快一倍。汽动元件采用进口日本SMC。汽车门板热铆机汽车门板热铆机主要功能:多点位同时热铆焊接,焊接形状为,圆形、方型、网纹形等。规格参数:重量:2T焊接产品:汽车门板内饰板、汽车保险杠、汽车面板、汽车发动机盖板主要应用行业:汽车行业、家电行业 汽车门板热熔焊接设备报价。欢迎咨询无...
-
 河西区使用汽车门板热熔焊接市面价
河西区使用汽车门板热熔焊接市面价搅拌摩擦焊技术这种焊接方式由于没有金属熔化,具有变形小、无熔化焊的焊接缺陷等特点,所以搅拌摩擦焊非常适合长平直焊缝和铝合金的焊接。目前由于搅拌摩擦焊的应用范围比较窄(只适合于长平直焊缝),且成本较高,在国外厂商、国内的轨道客车企业和部分企业内有所应用。总之,搅拌摩擦焊要在汽车行业得到推广,还要克服很多困难。等离子弧焊技术由于激光焊接高昂的成本和严格的技术要求,目前在国内大面积的应用会较难,所以在某种程度上,我们可以研究等离子弧焊接在汽车企业的应用。由于等离子弧弧柱温度高,能量密度大,因而对焊件加热集中,熔透能力强,在同样熔深下其焊接速度比TIG焊高,故可提高焊接生产效率。 无锡汽车门板热熔...