商机详情 -
仓库塑料托盘生产厂家
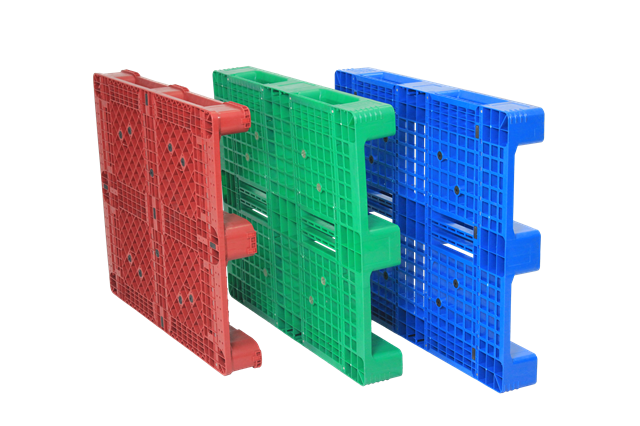
塑料托盘的定制化能力是其拓展应用场景的中心竞争力。在汽车行业,某零部件供应商采用内置钢管加强的塑料托盘,承载能力达5吨,满足发动机、变速箱等重型货物运输需求。在化工领域,防渗漏托盘通过双层结构设计,可容纳10升泄漏液体,符合OSHA环保标准。在纺织行业,托盘表面防滑纹理与透气孔设计,防止布料在运输中滑动与潮湿。某服装品牌通过定制化托盘,将成衣运输损耗率从2%降至0.3%。此外,托盘颜色、标识的定制化服务,可提升企业品牌形象与作业效率。定制化解决方案虽需更高研发投入,但因精确匹配行业需求,客户留存率提升。单面塑料托盘,简洁实用,适合单向搬运。仓库塑料托盘生产厂家

国际物流中,塑料托盘需兼容不同国家的标准体系。欧盟市场偏好1200mm×800mm欧标托盘,而美洲地区以48英寸×40英寸为主流尺寸。托盘高度、叉孔间距等参数的微小差异,可能导致自动化仓库系统无法识别。为此,部分企业采用可调节腿设计,通过更换支撑块适配多种叉车类型。同时,IPPC标识的木质托盘因检疫风险逐渐被塑料托盘取代,后者凭借免熏蒸特性,成为出口中高风险国家的优先选择。然而,塑料托盘在潮湿环境下的轻微膨胀仍需通过材质改性解决,以确保国际联运中的尺寸稳定性。仓库塑料托盘生产厂家塑料托盘提升装卸效率,降低人工成本。
医药领域对塑料托盘的需求,聚焦于无菌性与稳定性。GMP认证要求托盘材质必须通过ISO 10993生物相容性测试,防止药物成分被污染。抗化学腐蚀性能至关重要,需耐受酒精、双氧水等消毒剂的长期侵蚀,某制药企业测试表明,劣质托盘在300次消毒后表面出现裂纹,而比较好PP托盘可承受千次以上消毒。导电型塑料托盘(表面电阻103-105Ω)的应用,有效防止静电引发药品包装失效,尤其适用于粉剂、针剂等易燃物品运输。此外,托盘设计需兼容药品追溯系统,预留RFID标签槽位及温湿度记录仪安装位,实现全链条质量监控。某跨国药企案例显示,定制化托盘使冷链断链率从2.1%降至0.3%,年召回成本减少500万美元。
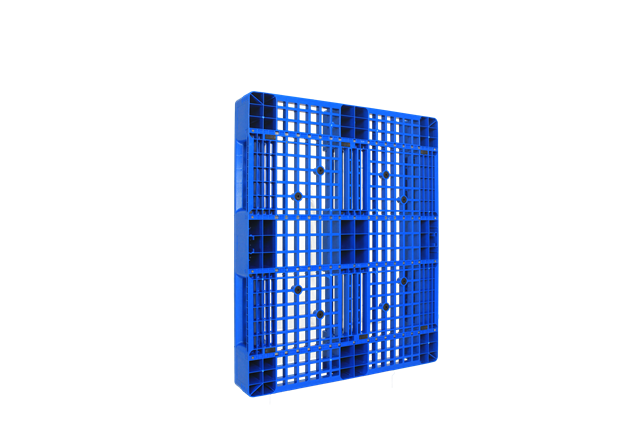
田字形塑料托盘以其独特的设计风格和出色的性能而备受关注。它们的表面呈现出田字形的网格状图案,不只美观大方,还具有良好的透气性和排水性能。这种设计使得田字形塑料托盘在运输和存储过程中能够有效防止货物受潮、发霉,保持货物的干燥和清洁。同时,田字形塑料托盘的轻质特性使得搬运和堆叠变得轻松便捷,提高了物流效率。它们还具备出色的承载能力和稳定性,能够承受较大的重量而不变形、不破损。此外,田字形塑料托盘还具有良好的耐磨性和抗冲击性,能够在长期使用过程中保持良好的使用状态。因此,它们在汽车零部件、电子产品、机械设备等领域有着普遍的应用。塑料托盘全生命周期管理,助力绿色供应链。
塑料托盘的环境友好性与循环经济:塑料托盘的环保价值体现在全生命周期管理中。相较于木质托盘,单次使用塑料托盘可减少15kg二氧化碳排放,且回收再生率高达95%。某物流企业通过建立托盘租赁池,实现跨区域共享使用,将单个托盘使用次数从30次提升至150次。创新技术方面,添加光稳定剂的托盘可在户外使用5年以上不老化,而生物降解塑料托盘则在堆肥环境下180天内降解率达90%。此外,池化系统通过联合运输和机械化操作,减少人工搬运和计数错误,进一步提升了供应链效率。医药塑料托盘无毒环保,保障医药品质量。仓库塑料托盘生产厂家
塑料托盘医药级认证,无菌环境药品存储。仓库塑料托盘生产厂家
全球贸易中,塑料托盘因免熏蒸、无虫害风险而成为跨境物流优先选择。以欧盟为例,木质托盘需经过IPPC认证并支付熏蒸费用,而塑料托盘可直接通关,单柜节省成本约200美元。结构设计上,出口型托盘需符合ISO 6780标准,与40英尺集装箱完美适配,比较大化空间利用率。某家电企业数据显示,使用标准化塑料托盘后,单个集装箱装载量提升18%,海运成本下降12%。更关键的是,托盘表面可印刷GS1编码或二维码,实现跨境供应链的全程可视化。例如,某服装品牌通过托盘级追踪,将跨境订单交付周期从45天缩短至28天,库存周转率提升35%。仓库塑料托盘生产厂家