商机详情 -
工厂用纯水设备供应
各个行业对纯水设备的标准和要求各不相同。在制药行业,设备必须符合GMP(良好生产规范)标准,确保生产过程中使用的水达到极高的纯度。在食品行业,纯水设备需要满足食品安全标准,确保处理后的水不会对食品造成污染。因此,设备的设计和材料选用都需严格遵循行业标准。此外,随着技术的进步,相关的行业标准也在不断更新,设备生产商需要依据比较新的标准进行产品研发和改进,以满足市场的需求。遵循行业标准不*是企业的法定义务,也是提升产品质量和市场竞争力的关键所在。纯水机的市场竞争日益激烈。工厂用纯水设备供应
纯化水设备的消毒方式主要有化学消毒和物理消毒两种。化学消毒常用的消毒剂有过氧化氢、过氧乙酸、次氯酸钠等,通过向水中添加一定浓度的消毒剂,对水中的微生物进行杀灭。化学消毒效果,但需要注意消毒剂的残留问题,消毒后要进行充分的冲洗,确保水中消毒剂残留量符合标准。物理消毒方式主要有紫外线消毒和高温消毒。紫外线消毒利用紫外线的杀菌作用,对水中的微生物进行灭活,具有操作简单、无残留的优点。高温消毒则是通过将水加热至一定温度并保持一段时间,达到杀菌的目的,常用于制药行业对纯化水储罐和管道的消毒。工厂用纯水设备供应实验室使用超纯水设备可以提高实验效率。

纯水设备的未来展望展望未来,纯水设备将继续向智能化、高效化和多功能化发展。随着物联网和人工智能技术的引入,智能化纯水设备将实现远程监控和自动化管理,用户可以通过手机或电脑随时查看水质状况和设备运行状态。节能技术的应用将使得设备在运行过程中更加高效,降低能源消耗。此外,多功能化的趋势将使纯水设备具备更多的功能,例如水质调节、实时监测和故障报警等,以满足不同用户的需求。通过这些发展,纯水设备将在保障水质安全的同时,向更高效、更智能的方向迈进,推动行业的持续发展。
纯化水设备和超纯水设备虽然都用于生产高纯度的水,但在多个方面存在区别。从水质要求来看,超纯水的纯度更高,对水中的离子、微生物、颗粒物质等杂质的含量要求更为严格,通常用于对水质要求极高的半导体、科研等领域;而纯化水主要满足制药、食品等行业的生产需求。在设备工艺上,超纯水设备采用了更为复杂和精细的技术,如多级反渗透、抛光混床等,以进一步提高水质;纯化水设备相对工艺较为简单。在设备成本方面,超纯水设备由于其技术复杂性和高精度要求,成本通常比纯化水设备更高。采用纯水机后,家庭饮水的健康保障更有保证。

工业纯水设备的技术发展随着工业化进程的加快,工业纯水设备的技术也在不断发展。近年来,膜技术、离子交换技术和电去离子技术的不断进步,使得工业纯水设备的处理效率和水质稳定性得到了明显提升。新型的反渗透膜材料和高效的预处理系统能够提高水的处理能力,减少废水的产生。同时,智能化控制系统的应用,使得设备能够实时监测水质,自动调节运行参数,确保水质的稳定。这些技术进步不*提高了纯水设备的处理效率,还降低了能耗和维护成本,为企业的可持续发展提供了有力支持。未来,随着技术的不断进步,工业纯水设备将向着更高效、绿色的方向发展。购买纯水机时应关注产品的品牌与售后服务。工厂用纯水设备供应
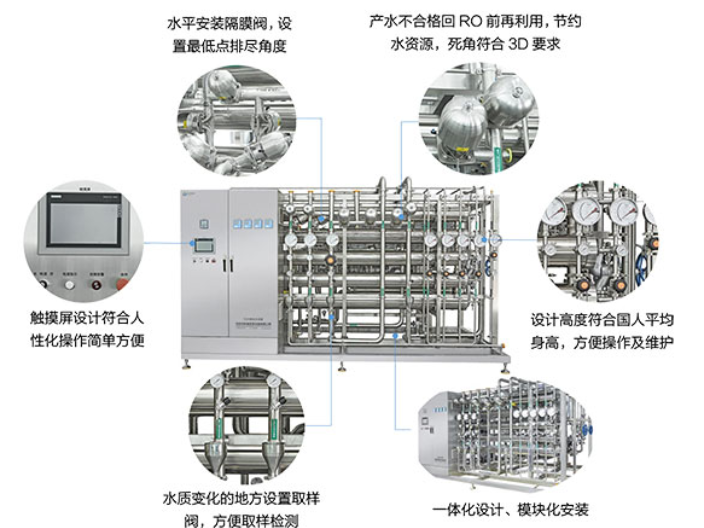
纯水机的操作面板通常设计直观易懂。工厂用纯水设备供应
纯水设备的节能措施对于降低运行成本和减少能源消耗具有重要意义。首先,可以优化设备的工艺流程,合理配置各处理单元的参数,提高设备的整体运行效率。例如,通过调整反渗透膜的运行压力和回收率,在保证产水质量的前提下,降低高压泵的能耗。其次,采用节能型的设备和部件,如高效节能的电机、水泵等。同时,利用智能化控制系统,根据用水需求实时调整设备的运行状态,避免设备在低负荷或空载状态下长时间运行。此外,对设备产生的浓水进行合理回收利用,不*可以减少水资源浪费,还能降低后续处理成本。工厂用纯水设备供应