商机详情 -
江苏激光切管卡盘定制
注意事项1.在进行卡盘打表之前,需要确保激光切割机已经完成了调试和校准,否则可能影响打表结果。2.在进行操作过程中,需要注意安全,避免出现意外事故。3.使用的工具需要保持干净、整洁,避免出现杂质等问题。4.在打表之前,需要对激光切割机进行彻底的清洁和维护,以保证准确性和安全性。5.如果不确定操作步骤或者有任何问题,应该及时联系专业技术人员进行咨询和指导。激光切割机卡盘打表是一项重要的工作,需要认真对待。本文介绍了详细的操作步骤和注意事项,希望对读者有所帮助。在实际操作过程中,需要注意安全和准确性,避免出现意外事故。中小工厂青睐气动卡盘,因其性价比高,能满足日常生产的基本夹持需求。江苏激光切管卡盘定制
在乐器维修与制作领域,万能卡盘是不可或缺的工具。以铜管乐器的号嘴加工为例,号嘴形状特殊,前端为喇叭口,后端为圆柱形接口,万能卡盘的四爪可分别调整位置,稳稳夹持号嘴的圆柱形部分,确保在车削喇叭口时中心轴线稳定,使喇叭口的弧度均匀对称,保证乐器的音质。对于长号的伸缩管修复,当管体出现轻微弯曲时,万能卡盘可配合车床将其校直,通过缓慢旋转和轻微受力,恢复管体的直线度,使伸缩顺畅。在制作小提琴的金属弦轴时,三爪卡盘能保证弦轴的圆形度,让弦轴与琴头的配合松紧适宜,便于调音。乐器的零件往往批量小、样式多,万能卡盘无需定制专门夹具,通过简单调整就能满足不同零件的加工需求
江苏激光切管卡盘定制在维修车间,万能卡盘常用于各类零件的修复加工,适配性强且操作灵活。

气动卡盘在轴承套圈的加工中发挥重要作用,轴承套圈为环形工件,需要进行内圆、外圆的精磨加工。气动卡盘能通过气压均匀驱动卡爪,实现套圈的同心夹持,保证磨削时的圆度。它的高速响应能力适应磨床的高速加工节奏,装夹时间短,提高了磨床的利用率。对于不同直径的套圈,可通过更换卡爪或调整卡爪位置实现快速适配,换产调整时间短。其结构简单,维护方便,只需定期检查气源和清洁卡爪,就能保证设备的稳定运行,为轴承套圈的高效生产助力。
激光切管机的双卡盘和三卡盘在结构、适用管材、切割精度、效率及成本上存在差异:结构设计- 双卡盘:由两个可协同动作的卡盘构成,分别位于管材两端,通过夹紧固定管材。常见于中低端切管机,结构简单,操作易上手。-三卡盘:在双卡盘基础上,增加一个卡盘,通常位于管材中部或特别位置。布局更复杂,需精确协调各卡盘动作,对系统要求高。适用管材- 双卡盘:适合常规圆管、方管等简单形状和中小长度管材,如建筑用6米以下钢管。对于长径比小、不易变形管材,能稳定固定。- 三卡盘:适用于长径比大、易变形管材,如细长铝合金管,中间卡盘提供额外支撑,防止弯曲变形。还能夹持形状复杂管材,如椭圆管、多边形管。切割精度- 双卡盘:两端固定,管材中间部位在切割力作用下可能轻微晃动,影响切割精度,尤其切割薄壁或高精度要求管材时。- 三卡盘:多一个支撑点,管材在切割中更稳定,减少振动变形,提高切割精度,适合高精度管材加工,如航空航天精密管件。其模块化结构便于功能拓展,可根据加工需求添加冷却、除尘等辅助组件。

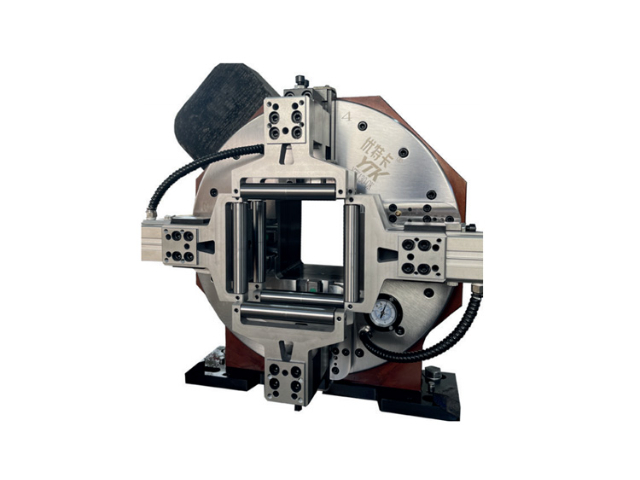
激光卡盘是专为激光切管设备而配套,产品自身可作为旋转主轴,通过侧面旋转进气实现快速夹紧与松开动作,断开气源,方可工作。产品底座固定好后只需要加装配套的电机与齿轮连接,同时接上压缩气源(0.4-0.9Mpa)即可实现夹紧工件、带动工件旋转。主要用于夹紧工件、旋转。该产品采用气缸直接输出,机械效率较高,能量损失小,输出夹紧力大,夹持力稳定。由于采用气缸直接夹紧工件,气缸工作行程就是卡盘工作行程,夹持范围广。采用气缸直接输出,输出力与气压为线性比例,容易实现软件控制。卡盘结构简单,元器件数量少,重量轻,故障率低,性能稳定,转动惯量小,低能耗。卡盘轴向尺寸小,实现零尾料的成本更低。全行程激光卡盘可以旋转切割圆管、方管、椭圆管等。公司研发的卡盘及夹具适用于航空航天、纺织机械、医疗器械、健身器材、汽摩配件、激光切割、石油化工机械、农业机械、其他民用机械等领域。对于碳钢等常见金属材料的夹持,气动卡盘表现出色,满足基础加工需求。江苏激光切管卡盘定制
气动卡盘工作时无需复杂的操控系统,接通气源即可启用。江苏激光切管卡盘定制
气动卡盘是一种具有卡杆和工作台两个部分的夹具,它采用气动动力来确保高速和精度。主要由卡盘本体、气缸、钢制固定件等组成。卡盘本体主要由卸力杆、插爪、卡爪等组成,插爪是用来固定工件的;气缸是用来控制插爪动作的,气缸根据控制信号动作,将插爪张开或者闭合,从而将工件固定在卡盘上。使用时,需要确认工件的直径。对连接加压空气供气的气缸进行连接,并确定加压的气源和压力。在连接加压空气的气缸和气源之前,需要检查气缸和气源的连接接头和管路是否有损坏或松动的情况。卡盘安装时,需要将卡盘本体安装在主轴上,并将气缸连接到气源。安装完成后,还需要进行使用前的调节、线路检查和校准等操作,以确保夹具能够正常运转,且夹具的精度符合要求。在夹紧工件之前,需要确定工件的位置和方向,以确保工件在夹具上的位置和方向与标准一致。如果需要对工件进行定位,则需要将工件放入到夹具上,并对夹具进行调整,确保工件放置的位置和方向符合要求。夹紧工件时,需要使用气缸控制夹紧力,将工件固定在夹具上。在进行夹紧时,需要根据工件的大小和形状来确定夹紧力的大小,并注意调整夹紧力的平衡性,以确保工件的稳定性和精度。江苏激光切管卡盘定制