商机详情 -
宁波吹瓶模具加工厂
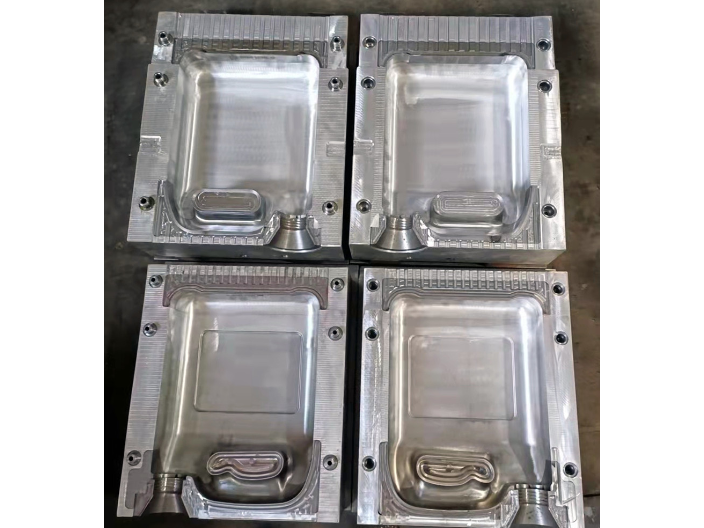
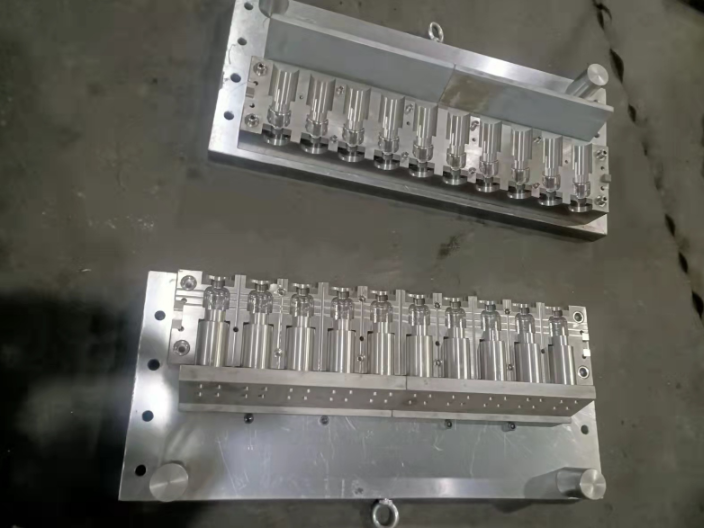
吹瓶模具的使用及其保养技巧:关于硬度很高的模具零件,选用机加工办法无法加工,大多选用电火花加工,另外关于模具型腔的尖角、深腔部位、窄槽等也使用电火花加工。而数控车床首要用于加工模具杆类标准件,以及回转体的模具型腔或型芯,如瓶体、盆类的吹瓶模具,轴类、盘类零件的锻模。在模具加工中,数控钻床的使用也可以起到提高加工精度和缩短加工周期的作用。保养:模具存储环境应保持整齐、通风单调,无尘埃,较好能够安排独自的存放间和存放场所,以利于模具处理。吹瓶模具是很多塑料瓶、塑料制品加工厂必备的。宁波吹瓶模具加工厂

吹瓶模具成熟的工艺条件:1.有效的模温控制:模腔、模芯能实现快速冷却,要有制冷水,且水质硬度合适,防垢、防堵。2.注塑过程中能实现螺杆的“倒抽”(释压),确保坯底成型良好,这对“一步法”尤为重要,否则瓶子很容易漏底。3.选择合适的加热温度,热流道温度较料筒温度低2~4度。4.冷却、注射、保压时间甚至开、合模时间要与注射、预塑速度有很好的协调性,这样才能使周期比较短。浇口设计的合理性:浇口的结构对管坯质量和成型工艺影响很大,实践证明,以锥形浇口使用效果比较好,末端直径较小,散热较快,在保压阶段很容易凝结。此外,尺寸要合适,过大对热平衡不利,凝结也较慢;过小容易导致瓶底“白浊”。宁波吹瓶模具加工厂吹瓶模具摆放不要直接触摸地面避免模具与地面触摸面触水锈蚀,较好有模架。
吹瓶模具相关的工艺性能:吹瓶模具的制造一般都要经过锻造,切削加工,热处理等几道工序.为保证模具的制造质量,降低生产成本,其材料应具有良好的可锻性,切削加工性,淬硬性,淬透性及可磨削性;还应具有小的氧化,脱碳敏感性和淬火变形开裂倾向。1.可锻性。具有较低的热锻变形抗力,塑性好,锻造温度范围宽,锻裂冷裂及析出网状碳化物倾向低。2.退火工艺性,球化退火温度范围宽,退火硬度低且波动范围小,球化率高。3.切削加工性,切削用量大,刀具损耗低,加工表面粗糙度低。
吹瓶模具保养需要注意细节:1、加料位不加料:需进行检查几种情况:是否已经料斗没有料了,如果是:需要赶快加料,如果不是,请检查提升机的控制接触器是否在得电状态,如果是得电状态,赶快检查电机是否在得电并负载状态,因为这种情况很可能是由瓶坯(胚)卡住了提升带,这时比较简单的方法是人工帮助提升。如果检查提升机的控制接触器不在得电状态,请检查瓶胚检测电眼是否与反射板不在同一条直线上。2、进料老卡进料盘:这种情况是比较烦恼的问题,从经验上看如果瓶坯(胚)的长度比较长切重量较大的话,那么这种现象是比较少的。吹瓶模具可达到供同时进行瓶胚制作及加热吹瓶成型动作的预期。
吹瓶模具冷却与材质的选择:大多数吹瓶模具都有设计冷却区,颈部与底部两端都需要排出的热量多的,冷却在吹瓶模具设计中占有着十分重要的意义,钻孔式冷却管线装置在需要冷却的地方,是为了进行合适的生产控制,因此需要有有效的冷却。故模腔通常采用机器切削而成,被铜合金吹瓶模具也有高传热性和良好的耐蚀性,制作吹瓶模具的资料必须要具有高导热性能才能足够的切胚口刀刃强度,目前铝的制作大多数吹瓶模具用的高质量合金,由于金属的机器加工性能好。成本高、价格贵,是比重三倍于铝,可能在成型机械上的磨损比较严重,所以被钢合金吹瓶模具易于用焊接法或者是镶嵌法来修复。铸铝的强度和硬度满足不了切胚口刀刃的要求,所以铸铝吹瓶模具的导热性能比切削铝吹瓶模具要差一些。模腔的切胚口一般需要破铜合金或不锈钢镶嵌。吹瓶模具的每幅模具独自存放,包括注模部分、吹模部分、芯棒、芯棒座及挡板、定位块、脱模板等。宁波吹瓶模具加工厂
吹瓶模具寿命和使用频率有关。宁波吹瓶模具加工厂
吹瓶模具设计制作的要求:尺寸精确、表面光洁;结构合理、生产效率高、易于自动化;制造容易、寿命高、成本低;设计符合工艺需要,经济合理。模具结构设计和参数选择须考虑刚性、导向性、卸料机构、定位方法、间隙大小等因素。模具上的易损件应容易更换。对于塑料模和压铸模,还需要考虑合理的浇注系统、熔融塑料或金属流动状态、进入型腔的位置与方向。为了提高生产率、减少流道浇注损失,可采用多型腔模具,在一模具内能同时完成多个相同或不同的制品。在大批量生产中应采用高效率、高精度、高寿命的模具。宁波吹瓶模具加工厂
台州市弘凯模具有限公司致力于机械及行业设备,以科技创新实现高质量管理的追求。公司自创立以来,投身于瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具,是机械及行业设备的主力军。弘凯模具致力于把技术上的创新展现成对用户产品上的贴心,为用户带来良好体验。弘凯模具创始人贾耀伟,始终关注客户,创新科技,竭诚为客户提供良好的服务。