商机详情 -
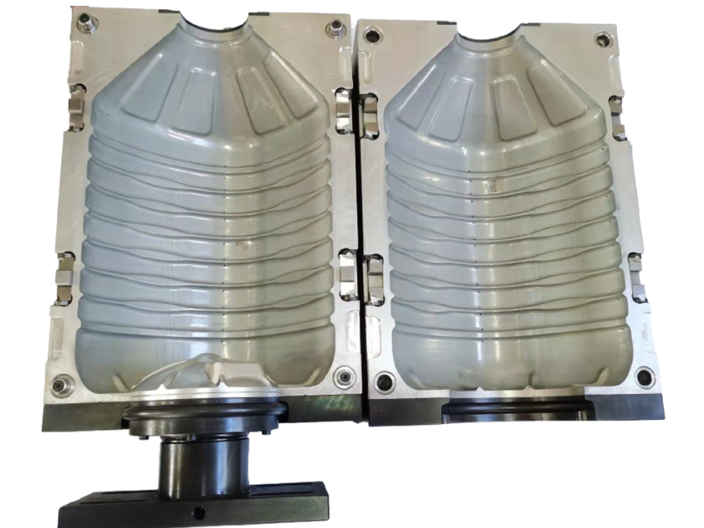
合肥专业塑料瓶吹瓶模具厂家
吹瓶模具是生产各种工业产品的重要工艺装备,随着塑料工业的迅速发展,以及塑料制品在航空、航天、电子、机械、船只和轿车等工业部门的推广使用,产品对模具的要求也越来越高,传统的模具设计办法已无法适应当今的要求。与传统的模具设计比较,计算机辅助工程(CAE)技能无论是在提高生产率、保证产品质量方面,仍是在降低成本、减轻劳动强度方面,都具有极大的优越性。吹瓶模具的数控加工具有一定典型性,并比普通产品的数控加工有更高的要求。对于吹瓶模悬厂家,通过网上销售可以减少宣传的资金,并且还有一定的订单量,对采购者也减少了获取信息的资金,降低了寻找厂家的成本费用,并且更加方便快捷。模具生产表面改性技术采用等离子体、激光、电子束、高密度太阳能等方法,使离子注入,从而获得表面改性。合肥专业塑料瓶吹瓶模具厂家
吹瓶模具型腔的设计要求:吹瓶模具型腔直接确定制品的形状、尺寸与外观性能。用于PE吹瓶的模具型腔表面应稍微有点粗糙。否则,会造成模具型腔排气不良,夹留有气泡,使制品出现“橘皮纹”的表面缺陷。还会导致制品的冷却速率低且不均匀,使制品各处的收缩率不一样。由于PE吹瓶模具的温度较低,加上型坯吹胀压力较小,吹胀的型坯不会楔人粗糙型腔表面的波谷,而是位于或跨过波峰,这样,可保证制品有光滑的表面,并提供微小的网状通道,使模腔易于排气。合肥专业塑料瓶吹瓶模具厂家吹瓶模具的存放处理应有专职人员担任。

吹瓶模具是装在吹瓶机上并不断做开合模动作的模具,会受到较强的外力作用。因此吹瓶模具对材料的要求比较高,首先要有较强的硬度和韧度,以承受外力作用而不会变形,其次要有必定的耐腐蚀性,以便当日常运用和维护。一般吹瓶模具厂家常用模具材料包括镁铝7075,S136H, 718H,P20,45#钢材,其中大部分用S136H和718H,关于一些产量要求高,出产速度快的模具则用镁铝7075。镁铝做模具的优点是模具重量轻,模具强度高,易于加工,散热作用优于钢模。钢材,一般是作为注塑模具或吹塑模具的背板用材料。
吹瓶模具的重要性:在塑料瓶包装市场,人们的印象里往往会注重吹瓶机器,吹瓶机器的好坏似乎会影响到塑料瓶的质量成为了天经地义的事情。但是人们却很容易忽略吹瓶模具,事实上,吹瓶模具的质量对塑料瓶的影响也是不容忽视的。对于一个塑料瓶厂家来说,吹瓶机的投入是一次性的,但是吹瓶模具确是要长期不定时的投入。吹瓶模具是很多塑料瓶、塑料制品加工厂必备的,是一个很大的成本支出。因此,很多塑料瓶厂家为了节约成本,会在吹瓶模具采购选择一些成本更低的模具。在这样的背景下,也必然会产生一个问题。那就是吹瓶模具给塑料瓶包装带来的负面影响,以长久的发展来看,会造成更大的成本支出。一套吹瓶模具也是一笔不菲支出,使用时间越长越节省成本,所以吹瓶模具的质量至关重要,模具质量越好使用寿命越长,选择一款好的吹瓶模具能够极大压低成本。同样一款精美的产品也离不开一款高质量的模具。所以,对于塑料瓶包装,加强质量监督不只要注重吹瓶机器,还要注重吹瓶模具。吹瓶模具温度一般通过调节传热介质的温度,增设隔热板、加热棒的方法来控制。

吹瓶模具保养需要注意细节:1、加料位不加料:需进行检查几种情况:是否已经料斗没有料了,如果是:需要赶快加料,如果不是,请检查提升机的控制接触器是否在得电状态,如果是得电状态,赶快检查电机是否在得电并负载状态,因为这种情况很可能是由瓶坯(胚)卡住了提升带,这时比较简单的方法是人工帮助提升。如果检查提升机的控制接触器不在得电状态,请检查瓶胚检测电眼是否与反射板不在同一条直线上。2、进料老卡进料盘:这种情况是比较烦恼的问题,从经验上看如果瓶坯(胚)的长度比较长切重量较大的话,那么这种现象是比较少的。吹瓶模具的制造一般都要经过锻造,切削加工,热处理等几道工序。合肥专业塑料瓶吹瓶模具厂家
哪些因素会影响到吹瓶模具的成型?合肥专业塑料瓶吹瓶模具厂家
PET吹瓶模具注塑成型的工艺条件以及温度控制范围:一、PET的吸湿性比PBT略大,粒料在高温下对水比较敏感,当含水量超标时,在成型加工时会发生水解,使质量大幅下降,因此,在成型加工前,必须对原料进行干燥。二、PET的结晶度比PBT丁小,且随相对分子量增高而降低,故成型周期较长,不能像PBT那样快速成型。三、PBT的成型收缩率较大,一般为1.8%左右,玻纤增强PET为0.2%~ 1.0%,高模温所得塑件的收缩率大,而低模温塑件的收缩率小。 四、 PET制品中往往残留一定的内应力,因此一般成型后常需后处理。 五、在PET成型时加人的回料应是充分供干和没有产生热降解的,加入量应不超过20%。 六、 PET在熔融态下的流变性为非牛顿型,温度对熔体粘度的影响不大,可以调节压力来增大剪切应力或剪切速率。 七、 PET有明显的熔点,加工温度范围较窄,为270~290℃,当超过300℃ 时会发生热降解。 八、 PET成型时的保压时间不能过长,否则会使内应力增加,一般为20~50s. 九、由于PET熔体的固化较快,故应采用高速注射,以免熔体尽快充满模腔。合肥专业塑料瓶吹瓶模具厂家
台州市弘凯模具有限公司拥有模具,塑料制品,机械设备制造,加工,销售 等多项业务,主营业务涵盖瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具。公司目前拥有较多的高技术人才,以不断增强企业重点竞争力,加快企业技术创新,实现稳健生产经营。公司业务范围主要包括:瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具等。公司奉行顾客至上、质量为本的经营宗旨,深受客户好评。公司深耕瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具,正积蓄着更大的能量,向更广阔的空间、更宽泛的领域拓展。