商机详情 -
江西防爆气动斜杆放料阀参数
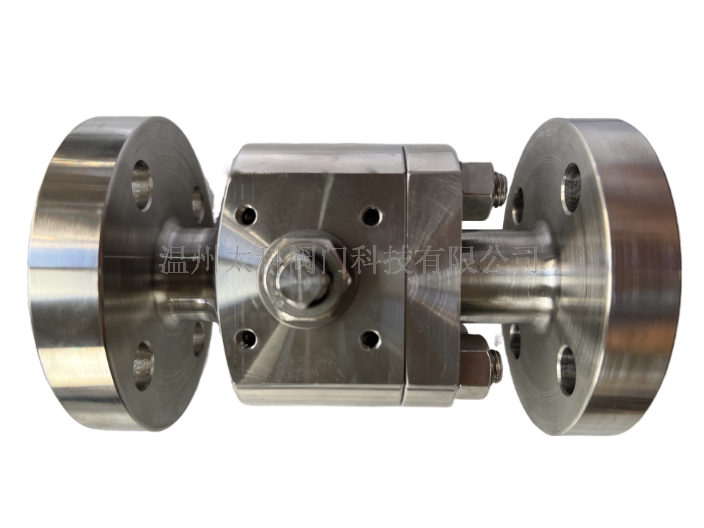
球式放料阀为化学反应釜放料口专门的一种新颖放料阀,不锈钢球式放料阀是为了改进钢制反应釜的性能对放料阀进行优化选型设计的一种变形球阀。它采用了浮动球阀的构造为基础,结合反应釜对放料性能的要求,选用好的连接方式进行改进设计,其主要构造特点分述如下:1、将球阀的侧体改变成一个具有多功能的上体,并能直接镶悍于反应釜的釜底中心,作为反应釜的放料口。上体的下部则完全按球阀阀体的装配要求设计.2、上体与阀体的连接法兰比球阀的法兰大一档,因为球式放料阀上体的螺栓孔下允许打穿,面只能加工螺纹孔,螺唱必须套在阀体法兰的一边,孔边要有足够套摆帽的位置3、为避免球式放料阀的操作手柄与夹套相碰,本设计中球式放料阀开闭的死点位置,采用从右450到左450为关闭,反之则为打开。这种死点位置在同一水平面上,有利于手动操,对于气打气动或液压缸的联动也比较有利,一是可以将气缸或液压缸水平县挂式安装,基本接近锅底对反应锅下的操作空问占用少。二是完全避免了因阀杆与活塞杆在一直线而因泄漏引起的干扰影响。温州太科阀门科技有限公司致力于提供 锻钢斜杆放料阀设备,有想法的可以来电咨询!江西防爆气动斜杆放料阀参数

如何解决放料阀的密封问题是重中之重,因为阀门的跑、冒、滴、漏现象,绝大部分发生在这里。下面我们一起来讨论阀门的动密封的问题。阀门的动密封,主要是指阀杆密封。不让阀内介质随阀杆运动而泄漏,是阀门动密封的中心课题。1、填料函形式目前,阀门动密封,以填料函为主。填料函的基本形式是:(1)压盖式:这是用得多的形式。同一形式又能许多细节区别。例如,从压紧螺栓来说,可分T形栓(用于压力s16公斤平方厘米的低压阀门)、双头螺栓和活节螺栓等。从压盖来说,可分整体式和组合式。(2)压紧摆母式这种形式,外形尺寸小,但压紧力受限制,只使用于小阀门。2、填料填料函内,以填料与阀杆直接接触并充满填料函,阻止介质外漏。对填料有以下要求:(1)密封性好;(2)耐腐蚀;(3)磨擦系数小;(4)适应介质温度和压力。 江西防爆气动斜杆放料阀参数温州太科阀门科技有限公司致力于提供 锻钢斜杆放料阀设备,有需要可以联系我司哦!

球阀(ballvalve),启闭件(球体)由阀杆带动,并绕球阀轴线作旋转运动的阀门。亦可用于流体的调节与控制,其中硬密封V型球阀其V型球芯与堆焊硬质合金的金属阀座之间具有很强的剪切力,特别适用于含纤维、微小固体颗料等的介质。而多通球阀在管道上不*可灵活控制介质的合流、分流、及流向的切换,同时也可关闭任一通道而使另外两个通道相连。本类阀门在管道中一般应当水平安装。球阀按照驱动方式分为:气动球阀,电动球阀,手动球阀。
为提高放料阀的可靠度、延长阀门使用寿命,做好早期的尤其是施工期和投产期的维护和监管工作非常重要。为此建议:1、加强设备出厂前维护的监督工作以及运输过程中的监管工作;2、加强放料阀现场安装前的维护、保养以及安装过程的监理工作;3、安装前,一定要进行水压实验,及早发现问题,及早处理4、改变观念,进行预防性维护管理,制定周期性维护计划并严格实施;5、加强专业培训,提高专业维护人员素质,做到维护保养科学、规范和安全:6、建立和完善设备出厂、运输、安装、试验、使用的维护、保养台帐,为以后的管理工作做好原始资料的记录和积累:7、进行不断摸索,建立相关的、科学的维护程序和检验标准。温州太科阀门科技有限公司是一家专业提供 锻钢斜杆放料阀设备的公司,有想法可以来我司咨询!
放料阀是反应釜控制化学液体密闭反应和反应后排料的一个重要部件。自1987年中国专利项目一放料球阀开发成功以来,具有较好的实用价值。放料球阀承接了球阀的所有优点,又解决了与反应釜的合理配套的连接方式,与现有的上、下展式放料啊相比较无疑的是较为先进的。尤其是在以下几种情况下,将更能显出它的特殊功能:1、放料球阀可设计成低压、中压、高压三个压力等级,填补了中压釜放料阀的空白.2、使用温度方面,如选用高性能填充四氟乙烯密封圈(目前已成的有玻璃纤维填充四氟乙烯和聚苯脂填充四氟乙烧等),负荷下长期使用温度可提高到250摄氏度~260摄氏度。3、在高粘度材料和高分子聚合物生产中,由于球阀密封圈的密封面始终吻合于球面,加之四氟乙烯的抗粘结性能特别好,就不会出现粘住现象放料球阀从设计中避开了积液凹槽和清洗死角,加上本身构造简单,阀体内面全部车光,适合于对清洁有要求或经常换料的场合。温州太科阀门科技有限公司为您提供 锻钢斜杆放料阀设备。江西防爆气动斜杆放料阀参数
温州太科阀门科技有限公司为您提供锻钢斜杆放料阀设备,有想法的可以来电咨询!江西防爆气动斜杆放料阀参数
放料阀碳素钢和奥氏体不锈钢铸件,凡补焊部位的面积<1625mm2,深度《铸件厚度的20%或25mm,一般无需预热。但ZG15Cr1Mo1V、ZGCr5Mo等珠光体钢铸件,由于钢的率硬倾向大冷焊易裂,应作预热处理预热温度为200400(用不锈钢焊条补焊温度取小值),保温时间应不少于60min。如铸件不能整体预热,可用-乙快在缺陷部位并扩展20mm后加热至300-350C(背暗处目测观察微暗红色),大号割炬中性焰抢先在缺陷处及周边做园周快速摆动几分钟.然后改为缓慢移动保持10min(视缺陷厚度而定),使缺陷部位充分预热后,迅速补焊。江西防爆气动斜杆放料阀参数